|
|
|
| ||||||||

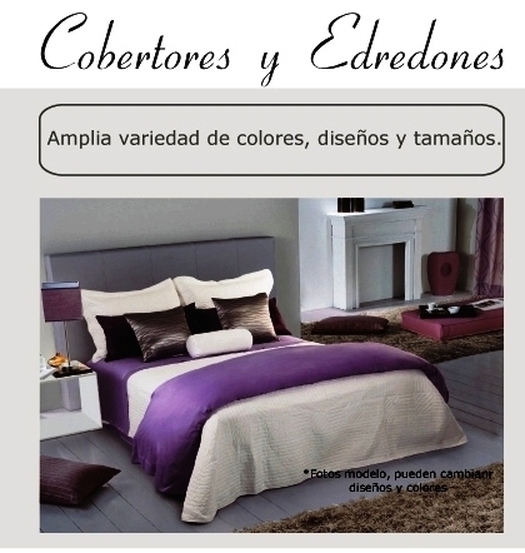
Cobertores Shag and Signs
Diferentes Modelos de Fundas Nordicas Hotel
(Duvet Covers)
Como poner una Funda Nórdica en un Duvet
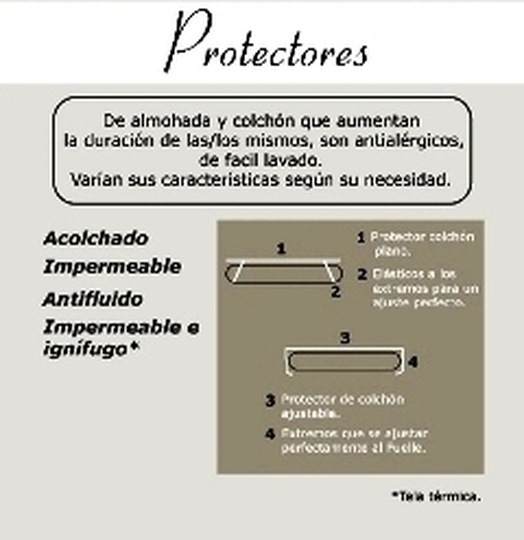
Pie de Cama y sus Telas
Calidades de Tela y Diseño
Diferentes tratamientos al algodón y otras fibras naturales.
|
Algodón Peinado
Introducción Este proceso de hilatura lleva a la obtención de hilado de algodón de la más alta calidad. Se trata del algodón cardado y peinado, que es conocido comúnmente con el nombre abreviado de: algodón peinado. Por alta calidad nos referimos al proceso, pues la calidad final del hilado final depende de otros muchos factores, como la calidad de fibras, equipos, etc. La secuencia de las operaciones llevadas a cabo para la hilatura de algodón peinado, se detallan continuación, respetando el orden en que se producen. Etapas productivas Una vez que ingresan a la planta de producción los fardos de fibra de algodón prensados se procede como sigue: ANÁLISIS DE MATERIA PRIMA Este análisis se realiza en el laboratorio de control de calidad de fibras, donde el algodón es sometido a un riguroso chequeo. En éste control se extraen muestras de cada fardo que se quiere comprar y se clasifican según su grado. En el laboratorio se utiliza un complejo equipo denominado HVI, que estudia las diferentes características de las fibras tales como finura, limpieza, color, longitud resistencia y uniformidad. El resultado es enviado a la planta de producción, permitiendo que los fardos sean separados en función de sus características. APERTURA Y LIMPIEZA El punto de partida es el fardo de algodón desmotado, que se separa por lotes para ser estibado. Retirados los sunchos que sujetan los fardos de fibras seleccionados se colocan en grupos a ambos lados de los rieles que transportan el cabezal disgregador mezclador, el cual desfloca y mezcla las sucesivas capas de fibra, produciéndose así una primera apertura del material. La fibra es trasladada al siguiente proceso de apertura y limpieza mediante un sistema automático de transporte neumático como se ilustra a continuación. El restante sector de apertura y limpieza está formado por un grupo de máquinas cuya función es provocar la apertura de las fibras en copos y la limpieza profunda de las mismas mediante la eliminación de cascarilla, hojitas y tierra, contenidas entre las fibras. La línea contiene a su vez una mezcladora limpiadora, donde se efectúa nuevo mezclado según el principio de capas interdeslizantes, que confiere una acción mezcladora intensiva y una homogeneización a lo largo del tiempo. Esto permite homogeneizar y eliminar las diferencias de las materias primas de diferentes procedencias, como por ejemplo el color. Todo el proceso recién descrito es regulado por una central de mando electroneumático que le confiere un alto grado de automatización. En equipamientos de anteriores generaciones las impurezas eran eliminadas mediante la aplicación de efectos físicos como sacudidas, batido con palas, cribado y aspiración con aire a alta velocidad. Las impurezas mediante la aplicación de efectos físicos como sacudidas, batido con palas, cribado y aspiración con aire a alta velocidad. Se realiza en primer término en una máquina abridora de la que sale un velo de fibras que entra en una máquina batidora en la que una serie de rodillos cribadores conforman un manto que se enrolla a la salida. En equipamientos de nueva generación como los que se ilustran, la abridora automática de fardos produce copos pequeños al comienzo del proceso que por una gran superficie de contacto libera impurezas, polvo y cuerpos extraños de manera mucho más eficiente. La producción de este tipo de equipos alcanza hasta 1.600 kg/h de material disgregado y procesados a 1.400 kg/h de cinta de carda, con una alimentación del orden de 130 fardos por lado de la máquina, en cuatro grupos de fardos. La limpieza tiene lugar sin puntos de pinzado, o sea cuidando las fibras y al mismo tiempo de manera muy eficiente. Partículas de impurezas más bien grandes son separadas inmediatamente lo que impide la fragmentación de las mismas en los procesos que siguen y la consiguiente limpieza difícil en la segunda etapa. (Estos valores corresponden a los consignados para el equipo Unifloc A 11 de la firma Rieter). CARDADO El proceso de cardado es realizado en equipos denominados cardas. Esta máquina desgarra los flocones de fibras al pasar por un gran cilindro, que luego se desprenden y reúnen en forma de velo, que mas tarde es condensado para formar una cinta a la salida de la carda, denominada precisamente: cintas de carda. Entonces, el objetivo de las cardas en la cadena de producción de hilado de algodón, es abrir los flocones de fibras, separarlos y depurándolos por última vez de suciedades y fibras cortas, proceso ya iniciado en la apertura. Pero además las cardas cumplen un segundo objetivo, que es: ordenar las fibras limpias y empezar la individualización y paralelización de las fibras, conformando luego un velo uniforme que da lugar a una primera cinta de fibras regulares. Las fibras en las cardas están cohesionadas naturalmente, y el velo que forman presenta las siguientes características: libre de aglomeramientos de fibras (neps), menor cantidad de fibras cortas, eliminación adicional del polvo y aplanado de la capa de fibras reduciéndolas a una cinta apta para sufrir estirajes. Finalmente, un tercer requisito de esta máquina es de entregar una cinta que no contenga tramos gruesos y/o tramos delgados, que no esté contaminada de ningún tipo de grasas o aceites y además que no haya borra adherida al material. Las cintas de carda son recogidas a la salida del equipo, en unos contenedores donde se deposita en forma circular por su propio peso, denominados botes de carda. Las cardas más modernas, trabajan actualmente con un ancho de 1.500 mm, y una producción de hasta 240 kg/h, pudiendo procesar fibras cortas hasta 60 mm de longitud (datos de la carda C60 de la firma Rieter). PRE PEINADO Las cintas depositadas en botes pasan por el sector de pre peinado, cuya conformación puede diferir, pero que en todos los casos, tiene la función de formar a partir de la yuxtaposición de gran número de cintas una napa o manta de fibras que alimentará a las peinadoras, obteniéndose una buena paralelización de las fibras de algodón elevándose la uniformidad del material de la alimentación. Los últimos desarrollos en estos equipos han sustituido la tecnología de formación del rollo mediante dos rodillos de presión por una correa plana especial que permite extender la conducción de las cintas y la condensación del rollo en forma de diámetro a casi la circunferencia entera del rollo. Por la formación cuidadosa y uniforme se puede alcanzar velocidades de enrollamiento de 180 m/min sin merma de la calidad. imagen: www.natimeo.com Además disminuyó notablemente la sensibilidad de trabajo respecto a la longitud de fibra y hace posible el procesamiento de algodón corto y mediano a muy altas velocidades. La producción de la estas máquinas está concebida de tal manera que corresponde al rendimiento de 6 peinadoras compatibles de alto rendimiento con lo que se logra producir en el orden de 10 toneladas de cinta peinada por día (datos de un equipo de pre-peinado Omegalap E 35 de la firma Rieter). PEINADO En este sector se eliminan las fibras cortas que llevan consigo las napas de alimentación, se separan pequeñas impurezas que aún permanecen después del cardado y se terminan de paralelizar las fibras. Todo ello mejora la uniformidad de longitud de fibra lo cual es imprescindible para lograr hilados muy finos de buena resistencia. Las fibras cortas eliminadas dan lugar al sub producto denominado “blousse” que es transportado neumáticamente a una prensa. Con respecto a los valores de producción topes logrados con equipos de última generación totalmente automatizados, se llega al orden de 70-75 kg por hora de cinta peinada, correspondientes a unos 500 golpes del peine con una densidad de napa de 80 gr/m. Esta elevada producción es lograda gracias a la sincronización informática en toda la línea. Los costos en la actualidad han sido reducidos en comparación a las máquinas de anterior generación, ya que se ha conseguido un significativo ahorro de energía, una menor cantidad de borras de peinado menor gracias a la excelente selección de fibras y el alto grado de eficiencia de máquina y tiempos de paro cortos de la máquina, entre otras mejoras. El cambiador completamente automático del rollo y el empalme de la napa, la mejor calidad del empalme y el sistema automático de transporte de los rollos completan las características vigentes en los modernos sistemas de peinado. |
Algodón Mercerizado
Descripción Hilos de algodón de fibra extra larga compuestos por 2 ó 3 cabos torcidos, especialmente diseñados para la costura de telas de algodón mercerizado en color crudo o blanco. Durante el proceso de producción el hilo es peinado, gaseado y mercerizado para obtener un producto altamente resistente con acabado sedoso y brillante. ... Nuestros hilos Mercerizados de algodón son la mejor alternativa para la costura de telas de alta calidad de algodón mercerizado que serán teñidas en prenda, como: polos, camisas, pantalones, faldas, vestidos, entre otros. Los hilos Mercerizados vienen en una presentación ideal para el uso en máquina de coser industrial. La mercerización es un tratamiento para el hilo y los tejidos de algodón y cáñamo que les otorga un acabado brillante. SANFORIZADO
SANFORD L. CLUETT, 1874-1968 Cambió el aspecto de Norteamérica. Ayudó a terminar con la ropa encogida. La invención que lleva el nombre “Tela Sanforizada” hizo posible lavar la ropa una y otra vez sin que encogiera. Nacido en Troy, Nueva York, fue el sobrino de los inventores del cuello postizo y la camisa desmontable, pero no se unió a la empresa familiar hasta que tuvo 45 años de edad. Patentó a su nombre 200 invenciones. ... En lugar de estudiar medicina, entró a un instituto politécnico en el que hizo investigaciones pioneras en balística. A los 27 años fue ingeniero en jefe de una compañía de cosecha mecánica inventando nuevos y mejores diseños industriales. Cuando se unió a la compañía de sus tíos, de cuellos y camisas desmontables, se encontró con el problema del encogimiento cuando eran lavados. Cluett investigó el motivo del encogimiento en las telas y desarrolló un proceso de encogimiento por compresión, que pronto fue una marca conocida como “Sanforizado”, nombrada así por su primer nombre. Qué es sanforizado La marca Sanforizado fue registrada en Estados Unidos de Norteamérica en 1930, y aún es marca registrada en más de cien países alrededor del mundo. La Compañía Sanforizadora realiza su tratamiento especial en telas de algodón y mezcla para que no encojan. Reciben un proceso, testeado para garantizar su cualidad. La máquina que los lleva a cabo es conocida como Máquina Sanfor. En resumen: sanforizado es un proceso que se realiza a las telas para que no encojan. Fue inventado por SANFORD L. CLUETT, y se lleva a cabo en máquinas que llevan el nombre SANFOR. De ahí el nombre sanforizado. 
| ||||